냉간단조는 한 개의 기계내에서 연속적으로 이루어 지며, 소재인 와이어가 공급되면 일정
길인
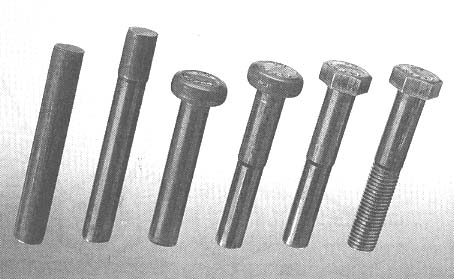
절단한 후 금형에 넣고 한 공정씩 단조를 하여 볼트의 형상을 완성하게 된다.
각 단계별 중간 공정품을 소개하면 아래의 사진과 같다.
전조 공정
단조공정이 완료된 볼트는 전조기에서 필요한 길이만큼의 나사를 성형하게 된다. 평면 전조,
원형전조가 있으며, 평면과 원형이 조합된 형태의 전조기등 다양한 형태의 전조기가 있다.
전조 나사의 특성
금속은 입자자 서로 연결된 선을 갖고 있으며, 이를 단류선(grain flow)이라 한다.
이 단류선은 이웃한 금속 입자간의 결속에 중요한 요소이므로 완제품의 특성에 상당한 영향을
미치게 된다. 전조나사는 아래 그림과 같이 단류선이 끊어지지 않고 매우 치밀한 형상을
갖고 있어
나사의 강도가 매우 높아 지게 된다.
전조나사의
단류선예
절삭가공한
나사의 단류선예
고장력 볼트의 경우 전조 및 열처리를 하게 되는데, 전조를
먼저 하고 나서 열처리를 하기도 하고
열처리를 하고 나서 전조를 하기도 한다. 열처리전 전조의 경우 전조 금형의 수명이 길어지고
생산이
손쉬우므로 많은 업체가 이 방식을 선호하고 있다. 그러나, 전조로 인해 생성된 나사부의
치밀한 조직이 열처리 과정에서 재배열을 하게 되어 동일한 등급의 고장력 볼트 일지라도
열처리 후 전조 방식으로
생산된 볼트가 더 큰 힘을 견디므로 가혹한 조건에 사용되는 볼트일 경우 주문전 열처리
후 전조 방식을 업체에 특별 주문하여 생산되도록 하는 것이 좋다.
참고) 단류선 검사 방법
제품을 절단하여 묽은 염산에 넣고 약한 불로 데우면 금속 표면이 염산에 의해 부식이 일어
나게 된다. 이때 조직의 치밀도가 낮은 부위가 먼저 부식되게 되고 금속간 결함이 강한
단류선 부위는 잘 부식되지 않으므로 제품에서 단류선의 흐름을 육안으로 식별할 수 있게
된다. 단조품의 경우 이 단류선이 제품의 특성을 좌우 하게 되므로 단조시 제품이 성형되면서
특정부위로 단류선이 집중되어 있지는 않은지
단류선이 끊어지지 않고 연속적으로 되어있는지 여부를 보면 단조기술의 정도를 평가할 수
있다.